
圧倒的な一貫製造体制
板鍛造・プレス加工技術.comを運営する株式会社池田製作所では、
金型設計から各種プレス加工、カシメ、溶接、カチオン塗装、高精度検査まで、
すべて社内で一貫製造できる生産体制を構築しております。
この圧倒的な一貫製造体制があらゆる付加価値を生み出し、お客様に貢献しております。
















































各工程の詳細解説
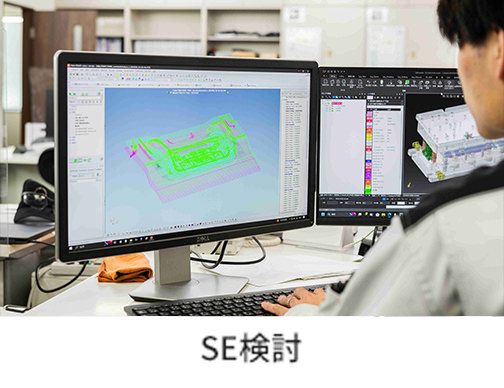
01SE検討
SE検討では、お客様が提示された仮図面・検討図に対してシミュレーション段階から成形性を検討いたします。
材料の絞り性による量産に適した材質の検討、製品形状による適切な工程数の検討、製品図面寸法の公差緩和によるコストダウンの検討、相手部品との関係位置、製品仕様上の要求による量産製品の要注意箇所の検討など、プレス・カシメ・溶接の量産加工上の問題について検討を行います。
02VA・VE技術提案

板鍛造・プレス加工技術.comでは、豊富な経験・実績と高性能な設備群を背景に、コストダウンや納期短縮、軽量化、品質向上を目的とする、製品の寸法・成型性についてのVA・VE提案を積極的に行っています。
自動車業界では、電動化・自動運転化の潮流の中で、自動車部品の品質・形状の要求が厳しくなっています。
すべての自動車メーカー様向け部品の金型製作実績がある当社は、これまで培ったノウハウとCAE解析技術・試作用3Dプリンタとを活用して、図面段階からの検討や試作型での検証を得意としております。また、常に新技術の研究・開発に取り組んでおり、形状凍結技術をはじめとする最先端技術を官民合同で行っています。
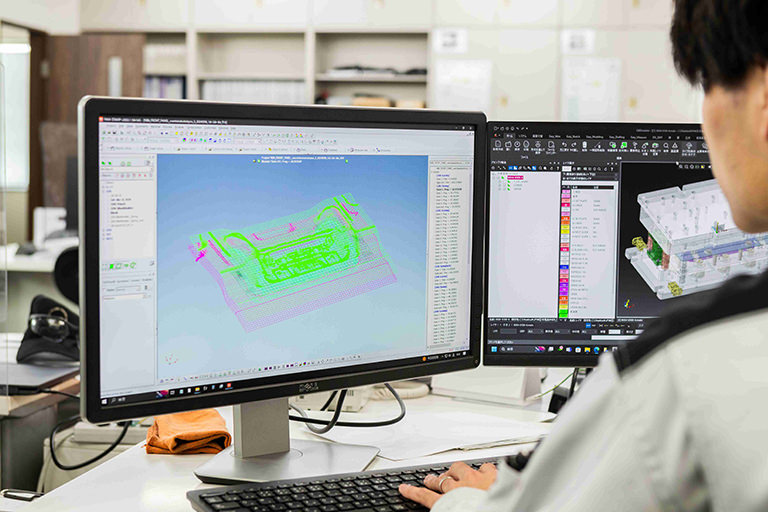
03金型設計

板鍛造・プレス加工技術.comの金型設計における強みは、①金型設計のスペシャリストが5名在籍②高性能な解析・設計ソフトを多数保有③3Dプリンターを駆使した提案型の設計という3点に集約されます。
当社の金型設計部門では、20年以上の経験をもつ金属プレス加工技能士1級取得者と、10年以上の経験をもつ金属プレス加工技能士2級取得者を中心に、成型解析・金型設計を行っております。2DCAD8台・3DCAD8台とCAE解析ソフト2台(ASU/P-form・FASTBLANK)を保有しているため、あらゆる解析・設計に対して迅速に対応することが可能です。近年では、3Dプリンターを駆使した提案型の設計にも注力しています。
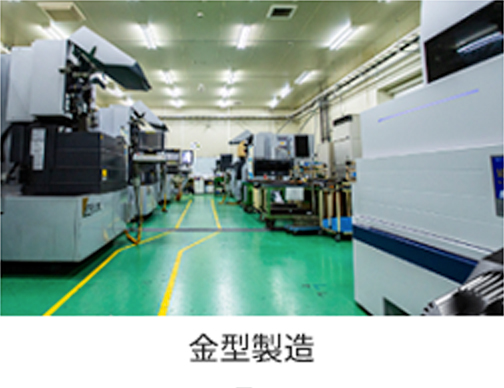
04金型製造

ベテランの金型設計者が、金型部品の生産と金型組み付け・トライの進捗を綿密に管理しています。
金型部品加工用の設備として、旋盤3台・高速マシニングセンタ4台・マシニングセンタ1台を保有しています。CAD/CAMに精通した10名以上の技術者が、金属プレス加工技能士1級取得者の指導の下、組図から設計者の意図を理解して高精度な金型部品の加工を行っています。
また、海外拠点への技術指導の経験がある熟練技術者が、金型組み付けのノウハウを指導しているため、どの技術者であっても、精度はもちろんメンテナンス性も高い金型構造に仕上げることができます。
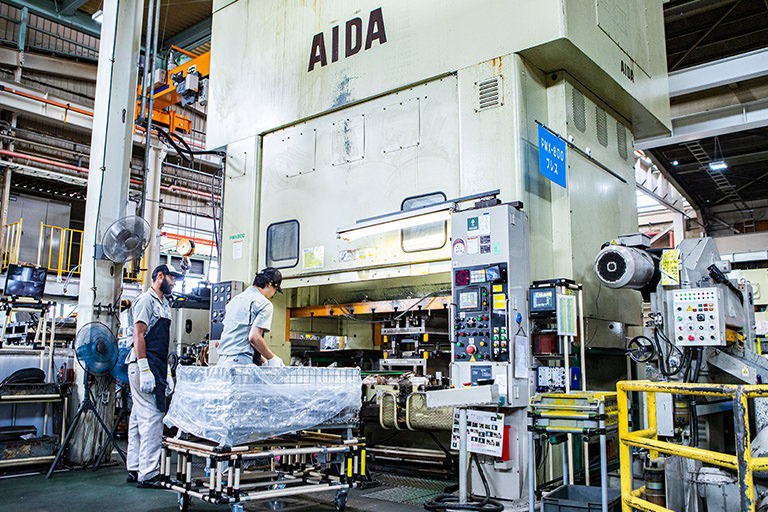
05試作プレス

当社は、150tから400tまでのトライプレスを保有しており、小物から大物まで問題無く対応できます。
20年以上の経験をもつ金属プレス加工技能士1級取得者と、10年以上の経験をもつ金属プレス加工技能士2級取得者を中心に、試作プレスを設計・製造しトライを行います。
試作段階での問題点やコストダウン・品質向上の余地を量産型に反映できる点が当社の強みです。
06順送プレス
当社は、150tから400tまでのトライプレスを保有しており、小物から大物まで問題無く対応できます。
20年以上の経験をもつ金属プレス加工技能士1級取得者と、10年以上の経験をもつ金属プレス加工技能士2級取得者を中心に、試作プレスを設計・製造しトライを行います。
試作段階での問題点やコストダウン・品質向上の余地を量産型に反映できる点が当社の強みです。
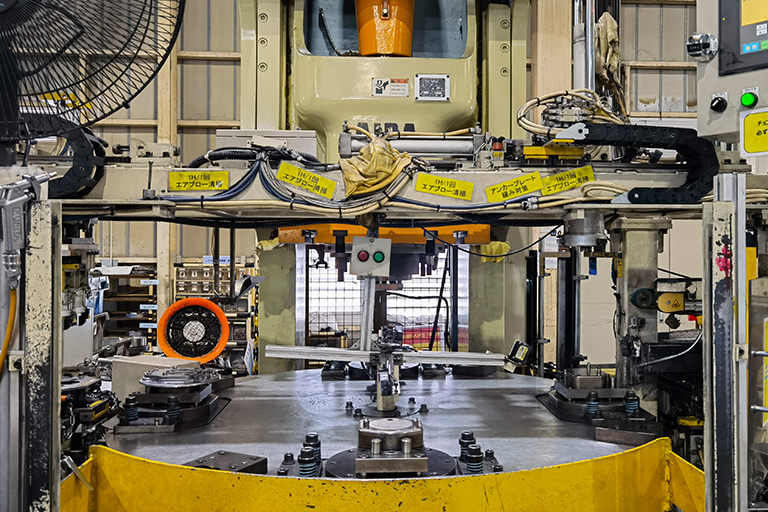
07トランスファープレス

当社のトランスファープレスは、UL800・UL600をはじめ、E2Q500、そして300t、250tで構成されています。その中の1台は、単発プレスと連動している特殊ラインになります。 2台のE2Q500は、大物製品のプレスで活躍します。
当社は搬送装置・搬送ロボットおよび製品をチャックするフィンガー部品の設計・製作を内製化しております。ライン稼働中は、フィーダー(素材供給装置)と搬送機構が連動することで高効率の生産が可能になります。
08RYプレス

RYプレス(ラインペーサー)は、「板鍛造・プレス加工技術.com」が最も得意とするプレスラインです。
ナックルプレスやクランクプレスを組み合わせた最大10列の多列ロボットラインを計7ライン保有しております。とりわけ、200tと250tで編成するラインは、DCサーボモータで駆動するサーボプレスラインになります。
このRYプレスラインを支えるのが、当社が装置の設計・製作を内製化する中で長年培ってきた搬送技術です。他のトランスファープレス・単発プレスとの連結、RYプレス中の製品の方向転換・反転など、成形性・生産性を考慮した搬送に関する豊富なノウハウを持っております。
09単発プレス

少量生産・大物製品を得意とする単発プレスは、単純かつオーソドックスなプレス加工技術として知られており、人の手によって作業が行われるのが一般的です。
しかし当社では、単発プレス用の自動搬送機構を社内で設計・製作することにより、トランスファープレス後の自動工程としても活用しています。また、単発プレスを複数並べ自動搬送装置を取り付けたタンデムプレスラインも稼働しております。
10搬送機構

「板鍛造・プレス加工技術.com」のトランスファープレスやRYプレス、タンデムラインを支えているのが、搬送技術です。
搬送機構の設計・製作についてはその制御プログラム・電気回路も含めて内製化しており、金型製作と同時並行で進めることができるため、量産ラインを素早く立ち上げられることが当社の強みの一つです。
工場レイアウトの問題により直線でライン編成ができない場合には、
- 中間テーブル(ターンテーブル)を設置してトランスファープレスと単発プレスを連結
- RYロボットラインで、製品およびプレスラインを中間テーブルにて90°回転させる「L字ライン」の構築
など特殊なライン設計を行っております。
上記の中間テーブルの製作についても部品の設計から行っているため、ロットや工程数、製品形状に合わせた最適なライン設計が可能となります。
11切削・レーザー加工(試作)
- 外形レーザー
- 外形切削
- 穴加工プレス
- 穴加工レーザー
- 穴加工切削

試作段階においては成形は金型で行いますが、外周部については、納期短縮を検討する上で工程削減のためにレーザー加工や切削加工を行う場合がございます。
また、試作段階で見つかった問題点を量産に反映する体制を整えております。
精度や形状の問題で量産時にも切削加工が必要な製品については、試作段階から量産を意識した切削加工性の問題点の検討を行います。チャック方法や加工条件について、製品の形状変更も視野に入れたうえでお客様と検討を重ねます。
穴加工についても、幾何公差の設定でのバラつき評価や相手物との篏合確認について、お客様の評価方法に合わせて行うことも進めることも可能です。
12切削

試作段階で問題点を発見したうえで量産に移行することができる点を強みとしています。切削加工メーカーの実績とノウハウを背景に、量産性を考慮した提案を展開することが可能です。信頼のおける協力会社様と連携して対応いたします。
13カシメ
- ボルトカシメ
- ピンカシメ
当社では、プレス加工とボルトカシメ・ピンカシメを一貫して行っているため、不具合が発生した場合でも迅速に対応することができます。一貫対応であればコスト面・品質面で大きなメリットがあるだけでなく、金型設計・製作面でのメリットも大きいです。
14溶接
- プロジェクション溶接
- スポット溶接
- NUT溶接(ナット溶接)
- CS溶接(CO2溶接)

当社には、50以上の溶接ライン(溶接ロボット含む)があります。
溶接治具や電極については設計・製作を内製化しております。また、加圧力や電流、通電時間などの溶接条件の設定と製品要求事項に見合う適正条件の設定については、ベテランの溶接技術者の指導の下で行っております。そのため、様々な製品に対応が可能となっております。
プロジェクション溶接、スポット溶接、ナット溶接、CS溶接(CO₂溶接)を行っております。
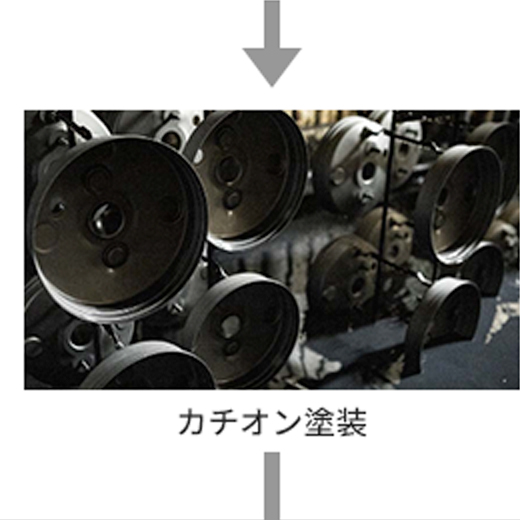
15カチオン塗装

板鍛造・プレス加工技術.comでは、ブレーキ部品やショックアブソーバー部品などの自動車部品の製造実績が多数ありますが、それらは高い防錆性が必要とされるため、当社ではカチオン電着塗装を採用しています。
当社の塗装ラインは、国内自動車メーカーの中で最も厳しいとされているホンダの足回り系の塗装スペックをクリアできる設計になっています。
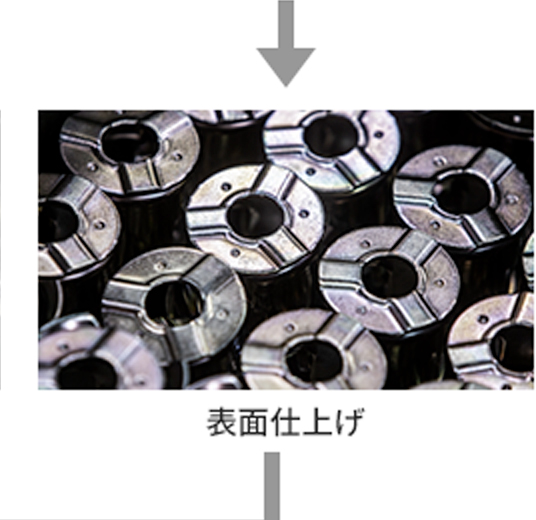
16表面仕上げ
- 高周波焼き入れ
- 窒化処理(協力企業)
- めっき(協力企業)
- 洗浄処理(協力企業)

溶接および追加工後は、高周波焼き入れ、窒化処理、メッキ、洗浄処理などの表面仕上げ工程になります(検査前の最終工程)。
当社は、高周波焼き入れ機を保有しており、プレス加工・追加工後の焼き入れを自社で行っております。窒化処理を施すと、部品全体の硬度が向上するものの変形量が大きくバラつきが発生しやすいというデメリットがあります。その一方、高周波焼き入れはピンポイントの焼き入れであるため変形量が小さく、特定箇所のみ強度を引き上げたいという場合に適しています。両者の使い分けに当社のノウハウがあります。
窒化処理、メッキ、洗浄処理については、信頼のおける協力会社様と連携して対応いたします。
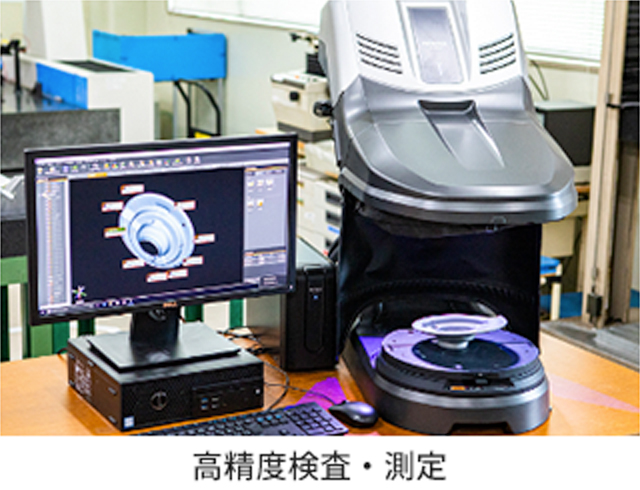
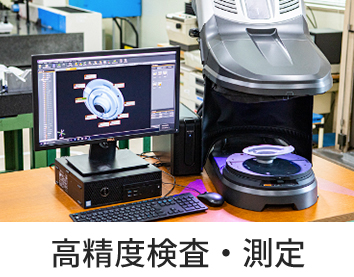
17検査

高度な品質保証体制は、板鍛造・プレス加工技術.comの強みの根幹です。
Tier1の保有設備と同レベルの充実した検査測定設備を保有しており、ミクロン台までの品質管理が可能です。
全社を上げて検査員の育成に力を入れており、当社独自の教育システムを策定してQC検定等の資格習得を推進しております(品質管理検定1級:1名、2級:14名、3級:115名、全社社員の50%以上が資格習得済み)。
また、製品仕様や用途に合った適切な測定方法を積極的にご提案しているほか、お客様先での測定整合も可能です。