平日
9:00~17:00
全周をせん断加工した試作加工事例はございます。量産に関しては別途ご相談くださいませ。
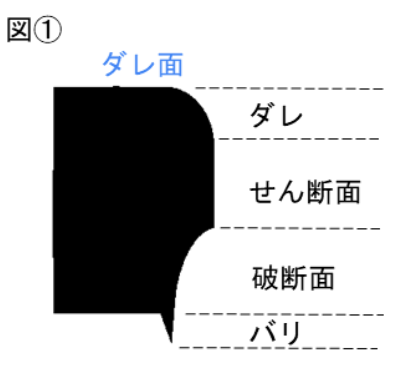
プレス加工における全せん断加工は、せん断加工で発生するダレ・バリ・破断面のない精密せん断加工方法です。通常のせん断加工と比較して全せん断加工では、平滑なせん断面と直角度に優れた高精度な製品が製造できます。専用の工具やダイスを使用し、金属板を切断する際に破断面を残さずに加工します。
全せん断加工は、綺麗で均一な切断面を得ることができ、部品の仕上がりや寸法精度を向上させることができます。また、追加の仕上げ作業が不要となり、生産効率の向上にも寄与します。ファインブランキングプレスでの加工のほか、複動サーボプレスを使用するなど複動機構により、加工面はバリが発生せず、良好な面が成形されます。
全せん断加工に使用される金型によって異なりますが、一般的には板厚が6mm程度までが可能です。ただし、材料の種類や硬度、板の寸法や形状、加工条件によっても制約が生じることがあります。
また、全せん断加工は、板厚に対して刃口長さが短いため、加工に必要な力が大きくなる傾向があるため、適切な機械や金型、加工条件の選定が必要です。
一般的に、プレス加工において板厚が厚くなると、ダレの発生はより顕著になります。これは、厚い板材の成形により、その周辺部分により多くの応力が集中するためです。また、板厚が厚くなると、材料の塑性変形に必要な力が大きくなるため、金型の加圧力が増加した分だけダレが深くなる可能性があります。したがって、厚板の成形には、適切な金型形状や加工条件の設計が重要です。
プレス加工におけるダレの主な原因は、金属の塑性変形に伴う応力集中によるものです。加工時に生じる応力や熱変形により、金属が圧縮されて成形されますが、その過程で周辺部分に応力集中が生じ、くぼみや凹み(ダレ)が発生します。
また、材料の強度や硬度、表面の処理状態、金型形状や加工条件の不適切さもダレの原因となります。
プレス加工のダレを抑制するには、金型形状や加工条件の最適化が必要です。
具体的には、金型のフィルム半径を大きくしたり、加工速度を適切に制御したり、適切な金型クリアランスを確保することが有効です。
また、材料選定や表面処理、潤滑剤の使用も重要です。
最適なダレ防止方法は、材料、金型、加工条件によって異なるため、実験やシミュレーションによる評価が必要です。
プレス加工における「ダレ面」とは、金属が成形される際に、加工される箇所周辺にできるくぼみや凹みのことを指します。これは、金属が加工される際に発生する応力や熱変形により、金属が圧縮されて生じるものであり、加工精度や製品強度に影響を与えることがあります。ダレ面を防ぐためには、適切な金型や加工条件の選択が必要です。